
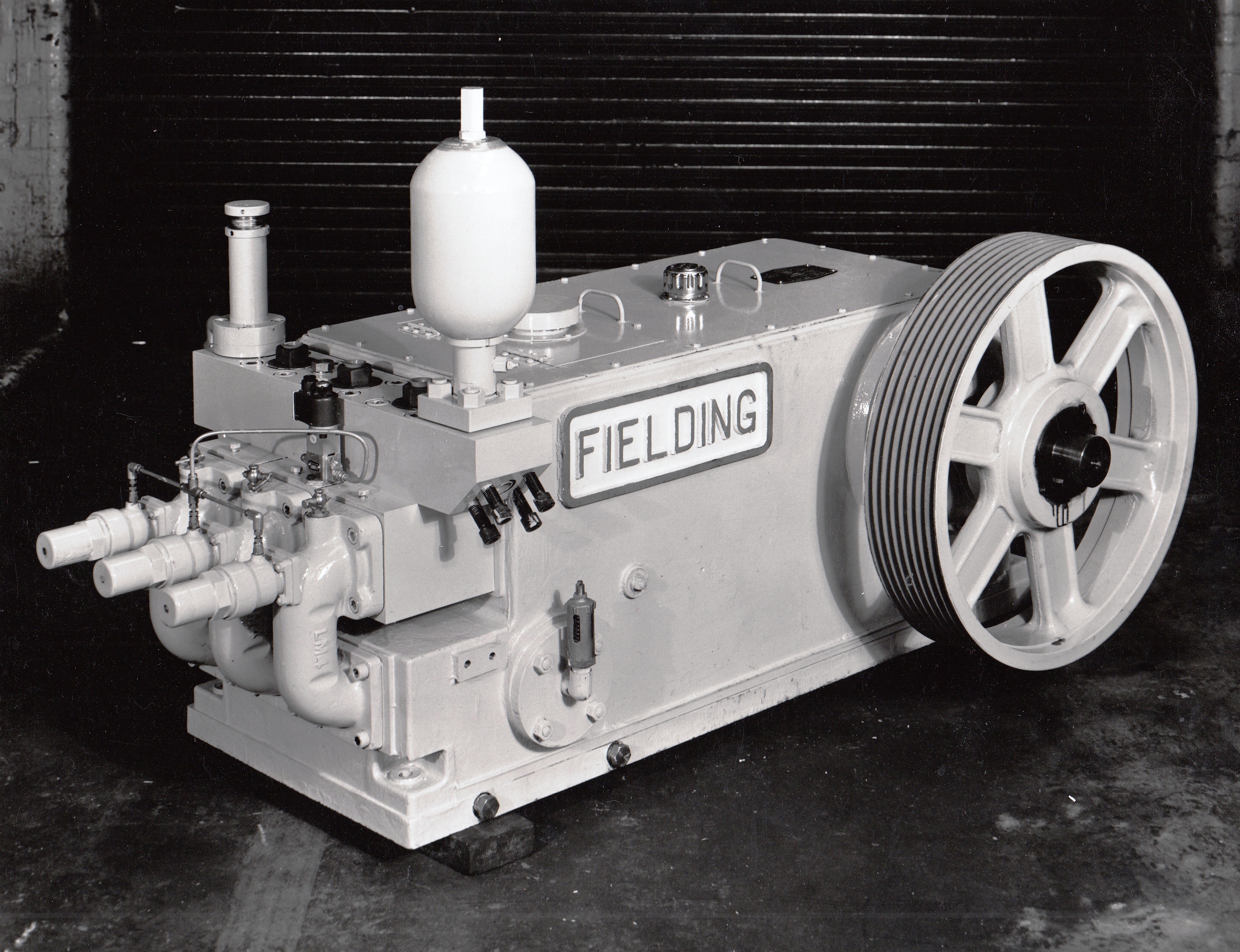
This photograph illustrates probably the last developments of the 125HP (90KW) H3 Hydraulic Pump, which by this time was used mainly in accumulator systems either for pumping high-pressure raw (unlubricated) water for descaling steel or water mixed with approx. 3% soluble oil for driving water-hydraulic presses.
External features show the proprietary UCC Oil Filter/Filler Cap on the top casing together with the Greer Mercier one-gallon Accumulator mounted on the delivery manifold at the outgoing port end. (This latter item was equipped with an internal bladder that was charged with nitrogen to approx. 70% of the system working pressure. This provided a dampening and smoothing out of the reciprocating pump pulsations). The pump also illustrates the suction trip gear at the front (developed in the 1960s). Three air operated/spring return pistons held each suction valve off its seat thereby preventing any fluid delivery until such time as a solenoid air valve (also shown) was triggered admitting air at 80psi thereby moving each piston and allowing each suction valve to seat and fluid delivery to commence.
At this period the internal plungers, or rams, were part-coated with a hard surface coating of Colmonoy to reduce plunger wear. They worked very well with the leaded-bronze bushes in which they ran.
Click on a photograph to enlarge an image.
Click on the hyperlink to view the H3 pump shown in section.
Click on the hyperlink to see other Notable Orders from the 1970s
If you remember designing, machining, fitting, installing, maintaining, or working with this machine please share your memories at the bottom of the page by clicking on the words Add a comment about this page.




{kind=link}
Comments about this page
Hi Chippy! With all your collections, no wonder we ran out of spares! You are quite right about the ‘superfinishing’ of H3 pump rams. Up until the mid ’60s the rams were all made of ‘nitralloy’ nitrided steel that provided a hard surface. This was ‘superfinished’, as you described, to a polished finish equivalent to 4 micro-inches or better. The downside was that the material was expensive and the rams pitted due to corrosion, particularly when not in regular use. In the mid ’60s we turned to chrome-plated rams. The base material was EN8 which was much more economical. The outside diameter had a .010″ thick coating of nickel (impervious to water corrosion) over its length and then the ‘business end’ about 10″ that worked in water was coated with a .005″ thick hard engineering chrome, the whole length then ground to size. All H3 pump rams were made like this up until the ’70s. The downside was that after time the rams appeared to wear more quickly than the nitralloy versions. Post ’70s the ‘business end’ of the ram surface was coated with ’Colmonoy 6′ (trade name). This was a stellite-type surface about .012″ thick and as far as I am aware has not been changed since.
You are correct in identifying the larger pumps L10 and H15. During my time we never supplied any new large pumps but we did refurbish some H10 pumps. For info. for the larger pumps, the number used to refer to the stroke of the pump, the L referred to high volume low pressure; the H referred to high pressure, low volume.
Incidentally, you have a very expensive ashtray, as the thrust pads were made from gunmetal! John B
Hi John! Am I right in thinking that at one time the rams for the H3 pumps were ‘super finished’ in the grinding bay next to the tool room? I can just about remember an old guy working on a machine which had sets of vibrating stones that would rub against the ram as it turned and traverse along it’s length, backwards and forwards, so producing an almost mirror-like finish. I still have a couple of those stones, I use one in the kitchen for sharpening our kitchen knives!
I also have pair of small candle sticks that I made out of two H3 suction valves, with the candle holders being made out of brass tapered connections that we used on the Stone Plant top drainage system!
I remember spending many hours on the ‘spares bench’ lapping in sets of suction and delivery valves, under the watchfull eyes of Billy Dowdeswell, Harold Longney and Bill Moseley, to be sent out to customers. The suction valves had to de-burred, lapped in, springs fitted and then the nuts with tab washers, so setting the valve to it’s operating length. Once that was done they all had to have a coat of preserving oil. Funny how there are some things you never forget!
Something else I have from way back then is an ashtray that I made from an old small-end ball-socket from a much larger pump, but I don’t recall which as I didn’t see any of the bigger pumps being built. The only ones I think I can remember were L10’s and H15’s. Do those sound right to you John? Chippy Aston.
Add a comment about this page